


- ● Product List
- Tungsten Carbide Drawing Dies
- Tungsten Carbide Wire Drawing Dies
- Tungsten Carbide Bar Drawing Dies
- Tungsten Carbide Tube Drawing Dies
- Tungsten Carbide Tube Drawing Dies Plug
- Carbide Rolls
- Carbide Roll Rings
- Grooved Roller
- Roll Rings for High Speed Rolling of Ribbed Steel Bars
- Wire Guide Die
- Powder Coating Die
- Peeling Dies
- Custom Drawing Dies
Tungsten Carbide Drawing Dies
- Tungsten Carbide Wire Drawing Dies
- Tungsten carbide wire drawing dies have a certain shaped hole in the center, including round, square, octagonal or other special shapes. When the metal wires are stretched through the die hole, their sizes and shapes will be changed and formed into desired materials ...
-
- Tungsten Carbide Bar Drawing Dies
- Bar drawing dies in manufacturing industry are usually made of carbides or tool steel. Rod or bar drawing is a term used to express one of two categories of metal drawing. This kind of tungsten carbide drawing dies can be used for stretching the workpiece with larger ...
-
- Tungsten Carbide Tube Drawing Dies
- Tungsten carbide tube drawing dies are designed with round, square, hexagon and other special shapes. They are used for drawing various kinds of tubes. The die most commonly used in the tube drawing is the sintered tungsten carbide insert encased in steel ...
-
- Tungsten Carbide Tube Drawing Dies Plug
- As a professional tungsten carbide drawing dies manufacturer and supplier, we offer a wide range of tube drawing dies plugs. Commonly drawn materials include steel alloys, aluminum alloys and copper alloys. Standard and custom designed tool for metal drawing ...
-
Tungsten carbide drawing dies are used for stretching all kinds of metal wires. The center of all cemented carbide drawing dies has a certain shape hole, such as round, square, octagon or other special shapes. The shape and size will be changed when the metal wires are drawn through the die hole. With a wide range of application, the tungsten carbide drawing dies mainly used for drawing bars, rods, wires, tubes and other linear type difficult processing objects. Additionally, our cemented carbide drawing dies are suitable for drawing and processing iron, copper, tungsten, molybdenum and other metal and alloy materials.
Our tungsten carbide drawing dies are composed of microcrystalline rare refractory metal carbide, high purity cobalt powder or other metal powder as binder. We adopt special production methods and international advanced low-pressure sintering technology, so this alloy can keep the original characteristics of the tungsten carbide. Additionally, its properties are increased by a quarter compared to the common carbide wire drawing dies. Simultaneously, using cobalt or other metal as adhesive, therefore, our tungsten carbide drawing dies possess toughness.
Cemented carbide drawing dies have the characteristics of excellent abrasion resistance, good polishability, small adhesion, small coefficient of friction, low energy consumption and high corrosion resistance. These features make tungsten carbide drawing dies possess wide processing adaptability and become the most used drawing dies. The detailed information about the properties is as follows
1. Good Wear Resistance
Cemented carbide has high resistance to wear, which can ensure long-term operation of cemented carbide drawing dies with any drawn amount. It also guarantees the sizes and precision of the products.
2. Good Polishing Ability
With excellent polishing, the tungsten carbide can be processed into smooth die hole, ensuring the superior quality of the drawn metal surface.
3. Small Adhesion
During the drawing process, the tungsten carbide drawing dies has small adhesion to the processed metal, improving the durability of the cemented carbide drawing die and making the processed materials to obtain high quality surface smoothness.
4. Low Friction Coefficient
Small frictional resistance in the drawing process can greatly cut down electric energy loss and enormously enhance working efficiency.
5. High Coefficient of Heat Conductivity
The tungsten carbide drawing dies can conduct away the thermal generated in the drawing process very well.
6. Perfect Resistance to Corrosion
This property becomes prominent in the wet type lubricated stretching, especially in the acidic lubricated drawing process.
cemented carbide drawing dies are used extensively. For example, the high precision wires used in electronic device, radar, television, instrument and aerospace are produced by the drawing dies. Our tungsten carbide drawing dies also can be used for manufacturing tungsten filament, molybdenum wire, stainless steel wires and electric wires.
StructureThe structure of drawing die cores can be divided into entrance area, lubrication area, work area, sizing area and exit area according to the working nature. The inner diameter outline of the cemented carbide drawing die is very important, it determines the drawing force that the compressed wires affects the residual stress after drawing the wires. The function of each area shows respectively
1. Entrance area makes the wires pass through smoothly and prevents steel wires from scraping the tungsten carbide drawing dies at the entrance direction.
2. Lubrication area is allowed the steel wires to bring the lubricant easily.
3. Work area is the main part of the die hole. The deformation process of steel wire is conducted in here, that is, the original section is reduced to the required section size. When drawing circular conical surface metal, the volume of the metal in working area occupies a frustum of a cone, this space is called deformation area. The cone half-angle α in work area (also known as die hole half-angle) is used to determine the drawing force.
4. Sizing area is to obtain the accurate size of the drawn steel wires.
5. Exit area is used to prevent the wire surface from scraping due to unstable steel wire exit.
The shapes and sizes of each part of the tungsten carbide drawing dies depend on the components, properties and sizes of the drawn metal, and compression ratio, lubrication, drawing conditions as well as the requirements of the products.
Names and Roles of Different Parts for Carbide Drawing Die Blanks
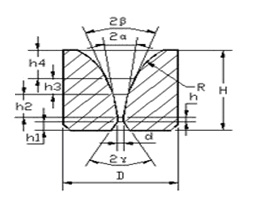 D- The outer diameter of die blank
h-The length of sizing district
D- The outer diameter of die blank
h-The length of sizing district
H-The height of die blank h1-The length of exit area
h- The working aperture h2-The length of work area
2β-The cone angle of entrance h3-The length of lubrication area
2α-The the cone angle of work h4- The length of entrance area
2γ- The cone angle of exit R-Radian of entrance area
Entrance area to working area is designed with circular arc transition in favor of drawn materials entering into the work area, and will not be bruised by the rhombus edge of the die hole.
Cone Angle of Lubrication AreaLubrication area is used to store lubricants, thus making the drawn materials lubricated and facilitating the drawing process. The lubrication area is used to enlarge the work area when the tungsten carbide drawing dies are reaming hole. The height of the lubrication area is 0.25 times of the total height of the die blanks.
Work AreaIt is the plastically deforming area, that is, the diameter will get small when the metal materials pass through this area. The tube wall becomes thin or the tube diameter becomes small when cemented carbide drawing dies are stretching the tube. The length of the work area will be affected by the drawn materials, diameter and lubrication conditions. The selection principles are as follows.
1. When the tungsten carbide drawing dies stretch the soft metal wires, the length should be shorter than that of the hard metal wires.
2. When drawing small diameter wires, its length should be shorter than that of the dry type lubrication stretching.
3. Wet lubrication drawing should be shorter than dry type lubrication stretching. In normal situation, the length of the working area is 1.0 to 1.4 times than the diameter of sizing area.
The cone angle of work is smaller when drawing steels. But the cone angle becomes larger when drawing non-ferrous metals and their alloys. The choice principles show as below
1. The smaller the compression ratio is, the smaller the cone angle becomes.
2. The harder the drawn materials are, the smaller the cone angle becomes.
3. Stretching small diameter materials, the work cone angle should be smaller than that of the large diameter materials.
Drawn products will get their finial sizes through the sizing area. The length h of this area becomes different according to the hardness of the drawn materials, size of the sectional area and lubricating conditions. It should
Accord with the Following Requirements1. If the length is too long, in the drawing process, the friction will increase and the mould temperature will rise, thus affecting the service life of the dies. Meanwhile, it will increase the stretching stress, the broken rate and power consumption will be increased in the drawing process.
2. If the length is too short, it may influence the sizes of the drawn products when the cone angle changes during the stretching process. The length of the sizing district is different due to different drawn materials.
3. Generally, the sizing area of drawing soft metal materials is shorter than that of the hard metal materials. When the tungsten carbide drawing dies are stretching the large diameter materials, the sizing district is smaller than the small diameter materials (drawing wires and rods, its length is 0.3 to 0.5 times of inner hole). The sizing district of dry type lubrication drawn is longer than that of the wet type.
It is the final passing region for drawn materials to leave the die hole, but the exit area should not be too short. Otherwise, it is easy to rupture. Its length h1 is as 0.12 to 0.20 times as the height of die blanks H.
Cone Angle of ExitIt guarantees the drawn metal will not scrape the exit of sizing district and the stretched finished or semi-finished products. Without special requirements, the cone angle of exit is 60° when stretching thick and medium wires. The cone angle should keep 90° or 75° when the wire drawing dies are stretching small wires. Sometimes it adopts hemispheric shape.
Design Development1. Entrance area and lubrication area will become one with the reducing trend of lubrication angle. The lubricant is under a certain pressure before entering into the work area, thus giving a better lubricating effect.
2. The entrance area and work area are extended in order to make better lubrication pressure. Their angles are optimized respectively according to the drawn materials and compression rate.
3. The sizing district should be flat and keep reasonable length.
4. The longitudinal lines of each part must be straight.
1. The chemical components, physical and mechanical properties and the results of metallographic structure of tungsten carbide drawing dies should meet the relevant standard of cemented carbide designation.
2. The sectional tissue of wire drawing diess is not allowed to have any layering, cracks, uncompacted, empty hole, dirty, decarburization and serious carburization.
3. The surface of the drawing die should not have peeling, layering, bubbling, carburizing and air marking. Its working area does not allow any trail, viscous materials, concave pit and missing edge and corner. The length and width of non-working parts should be less than 1.0*0.5 mm and the depth should be not more than 0.5 mm.
1. When the overall rectangle area of our qualified die blank’s surface is larger than 0.8 cm2, each wire drawing die should clearly mark the alloy designation. When the whole rectangle area is less than 0.8 cm2, it will not be made a single mark.
2. The tungsten carbide drawing dies produced by our company will be packaged in box with the same grade and specification.
3. Each box is attached with product qualification certificate inside and pasted the label. The label marks out the following information
(1) Name of manufacturer
(2) Carbide grade
(3) Type of die blanks
(4) Blanks batch number
(5) Weight
(6) Date of manufacture
(7) TallKee brand
After installation and debugging, wire drawing dies are able to carry out normal production of the workpiece in order to meet the demands of actual production, belonging to the normal use process. After mass production use, the tungsten carbide drawing dies appear natural wear and tear due to friction or slowly generate plastic deformation and fatigue cracks. After they reach normal service life, the failure belongs to normal phenomenon, called normal failure. The failure modes of the wire drawing dies include plastic deformation, abrasion, breakage or cracking, metal fatigue and corrosion.